论文部分内容阅读
【摘要】微小型零件尺寸微小、结构复杂、加工精度要求高,对加工工艺的要求很高。微细切削是微细加工技术中效率较高、工件材料适用范围很广的加工方法,在微小型零件的加工工艺研究中特别重要。本文主要阐述了微细切削加工设备及刀具系统配置、典型微小型结构件的特点及工艺要求等问题。
【关键词】微小型零件;切削工艺;机械;机电系统
近年来,小型机械和机电系统发展迅猛,它的需求迅速增加,特别是小型结构件的需求很多。其零件根据工艺特点可分为小型轴类零件、板类零件、齿轮、三维复杂结构件等。小型零件尺寸微小、结构复杂、加工精度要求高,对加工工艺的要求很高。微细切削是微细加工技术中效率较高、工件材料适用范围很广的加工方法,在小型零件的加工工艺研究中特别重要。
1、微细切削加工设备及刀具系统配置
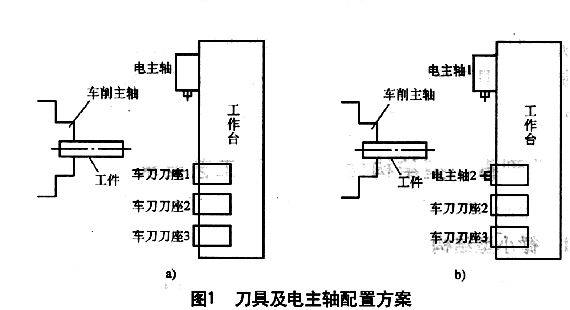
实验加工设备采用自主设计的微小型车铣复合加工中心KNC—50FS,加工中心的刀具和电主轴的二种配置方案,如图1a,即工作台上安装三个车刀刀座的方案,进行车削实验时,应有效增加刀具数量,提高切削加工的自动化程度;图1b即第二种配置方案,它把上一种配置中的車刀刀座替换为电主轴2,两个电主轴都有60000r/min的最高转速,在使用较小直径刀具时,也可保证实现较高切削速度,以完成轴线方向的铣、钻、车铣等功能,配合车削主轴的C轴分度功能,对零件端面任意位置进行加工。图2为刀具系统配置实物图。
在平行和垂直于车削主轴的方向上分别配置两个电主轴,在同一台机床上进行一次装夹定位,实现车削和钻削、铣削及车铣复合加工功能,车铣能同时实现轴向车铣和正交车铣;车削主轴最高转速为8000r/min,能满足小型零件的车削要求,同时也具备c轴精确分度功能,并有主轴锁定装置;零件精确定位后,能实现铣削与钻削的加工;机床采用先进的FANUC数控操作系统进行控制,可提供精确的定位和控制要求;具备极坐标插补与圆柱插补功能;实现两轴联动、四轴可控。
2、小型结构件的特点及工艺要求
2.1小型结构件的特点
小型零件按工艺特点划分为轴类零件、板类零件、齿轮、三维复杂结构件等。与一般的零件相比,微小型结构件具有以下特点:
(1)尺寸微小。微小型机电系统能归纳为厘米级系统、毫米级零件、微米级精度。其零件一般均在毫米级或微米级,假设在MEMS系统中进行整体装配时,尺度最多在厘米级,要充分保证加工的形状精度和位置精度。
(2)工件力学性能要求高。零件材料一般为非硅材料,一般由金属、合金和复合材料等组成,机械特性较好,强度硬度较高,有抗过载、耐磨损、耐腐蚀或耐高温的能力,可应用在恶劣的工况条件,这使由以硅材料加工为主发展起来的传统微细加工技术,因工件材料的限制毫无办法。
(3)有三维的立体结构,要进行装配。微小型结构件空间紧凑,结构复杂,零件有较大的长径比,具有微框架、微腔体、薄壁、微槽、微细孔等多种特征结构,各特征结构间有相对位置精度要求。在保证装配和使用的条件下,一般对表面粗糙度的要求不高,而零件之间相对位置精度的要求也较高。
2.2小型结构件的工艺要求
微小型结构件的微细切削加工工艺,对常规零件的切削加工不同。其工艺设计关系到能否高效率加工出质量高、成本低的小型零件。细切削的加工工艺的制定要遵循常规的加工要求和规律,还要注意以下问题。
(1)毛坯加工余量最小化。在微细切削中,刀具的每次进刀量均较小,每次切削去除的材料也较少,这能减少切削力导致的加工变形,确保刀具使用的可靠性和加工精度,加工时的毛坯状态决定了材料的去除总量。毛坯加工的余量若太大,会使加工的工时增加,使加工效率下降。所以,要在普通机床上进行预切削,使毛坯加工余量为最小。
(2)合理选取加工方式和刀具类型。对小型结构件的加工方式较多,应选取合理的加工工艺和刀具。如:加工外圆柱面时要采用传统车削的方式预切削,这能提高加工效率;精加工要采用车铣加工方式,能克服径向切削力过大导致的工件弹性变形,确保零件的尺寸精度。在微小型结构件的微细铣削,要先采用较大直径立铣刀粗加工,以提高刀具的寿命和加工效率;再采用较小直径铣刀精加工,选择较高切削速度,以减小工件变形,确保加工精度。
(3)刀具的集中使用。小型车铣加工中心上加工微小型结构件,要遵循刀具集中应用的要求,使用尽量少的刀具,尽可能减少换刀和刀具调整次数,提高刀具的利用率及切削加工的自动化程度。
(4)合理确定加工方式的先后顺序。加工的先后顺序对加工结果有重要影响,所以要合理安排。如:小型异形轴的特点是轴的回转面上有平面特征,要先完成回转表面的加工,再进行平面的加工,工艺适合采用先车削后铣削的过程。而对直径较小或平面较大的异形轴,它的刚性较差,为减小铣削导致的加工变形,要采取先加工平面后再加工回转面的工艺顺序,先铣削、后车削。车削时主轴转速要低,减小断续切削导致的冲击。
(5)按零件类型确定走刀路线。微细轴类零件进行微细车削通常不采用顶尖进行装夹,如必须采用顶尖,也可能因微细轴的刚性较弱,造成将工件顶弯。不使用顶尖进行微细车削,要在工件的刚性最差的部位产生让刀,使最先吃刀的部位切削量不够,导致翘尾。为确保工艺稳定性,减少工件的径向让刀量,要采用逆向进给的方式进行车削,刀具要从床头向尾座的方向进给,使工件承受拉力作用。
(6)保证关键工序的加工精度微细切削的关键工序决定零件的最终加工精度和零件合格率。微细钻削是微细孔的最终加工工序,在加工时如果略有不慎,就可能因微细钻头刚度、强度较低,而在切削或振动的作用下可能出现弯曲或折断,如无法取出可能造成整个工件报废。所以,要预先以工艺试验确定关键工序应用的工艺参数,确保关键工序的工艺能力裕度,确保关键工序的加工精度。
【关键词】微小型零件;切削工艺;机械;机电系统
近年来,小型机械和机电系统发展迅猛,它的需求迅速增加,特别是小型结构件的需求很多。其零件根据工艺特点可分为小型轴类零件、板类零件、齿轮、三维复杂结构件等。小型零件尺寸微小、结构复杂、加工精度要求高,对加工工艺的要求很高。微细切削是微细加工技术中效率较高、工件材料适用范围很广的加工方法,在小型零件的加工工艺研究中特别重要。
1、微细切削加工设备及刀具系统配置
实验加工设备采用自主设计的微小型车铣复合加工中心KNC—50FS,加工中心的刀具和电主轴的二种配置方案,如图1a,即工作台上安装三个车刀刀座的方案,进行车削实验时,应有效增加刀具数量,提高切削加工的自动化程度;图1b即第二种配置方案,它把上一种配置中的車刀刀座替换为电主轴2,两个电主轴都有60000r/min的最高转速,在使用较小直径刀具时,也可保证实现较高切削速度,以完成轴线方向的铣、钻、车铣等功能,配合车削主轴的C轴分度功能,对零件端面任意位置进行加工。图2为刀具系统配置实物图。
在平行和垂直于车削主轴的方向上分别配置两个电主轴,在同一台机床上进行一次装夹定位,实现车削和钻削、铣削及车铣复合加工功能,车铣能同时实现轴向车铣和正交车铣;车削主轴最高转速为8000r/min,能满足小型零件的车削要求,同时也具备c轴精确分度功能,并有主轴锁定装置;零件精确定位后,能实现铣削与钻削的加工;机床采用先进的FANUC数控操作系统进行控制,可提供精确的定位和控制要求;具备极坐标插补与圆柱插补功能;实现两轴联动、四轴可控。
2、小型结构件的特点及工艺要求
2.1小型结构件的特点
小型零件按工艺特点划分为轴类零件、板类零件、齿轮、三维复杂结构件等。与一般的零件相比,微小型结构件具有以下特点:
(1)尺寸微小。微小型机电系统能归纳为厘米级系统、毫米级零件、微米级精度。其零件一般均在毫米级或微米级,假设在MEMS系统中进行整体装配时,尺度最多在厘米级,要充分保证加工的形状精度和位置精度。
(2)工件力学性能要求高。零件材料一般为非硅材料,一般由金属、合金和复合材料等组成,机械特性较好,强度硬度较高,有抗过载、耐磨损、耐腐蚀或耐高温的能力,可应用在恶劣的工况条件,这使由以硅材料加工为主发展起来的传统微细加工技术,因工件材料的限制毫无办法。
(3)有三维的立体结构,要进行装配。微小型结构件空间紧凑,结构复杂,零件有较大的长径比,具有微框架、微腔体、薄壁、微槽、微细孔等多种特征结构,各特征结构间有相对位置精度要求。在保证装配和使用的条件下,一般对表面粗糙度的要求不高,而零件之间相对位置精度的要求也较高。
2.2小型结构件的工艺要求
微小型结构件的微细切削加工工艺,对常规零件的切削加工不同。其工艺设计关系到能否高效率加工出质量高、成本低的小型零件。细切削的加工工艺的制定要遵循常规的加工要求和规律,还要注意以下问题。
(1)毛坯加工余量最小化。在微细切削中,刀具的每次进刀量均较小,每次切削去除的材料也较少,这能减少切削力导致的加工变形,确保刀具使用的可靠性和加工精度,加工时的毛坯状态决定了材料的去除总量。毛坯加工的余量若太大,会使加工的工时增加,使加工效率下降。所以,要在普通机床上进行预切削,使毛坯加工余量为最小。
(2)合理选取加工方式和刀具类型。对小型结构件的加工方式较多,应选取合理的加工工艺和刀具。如:加工外圆柱面时要采用传统车削的方式预切削,这能提高加工效率;精加工要采用车铣加工方式,能克服径向切削力过大导致的工件弹性变形,确保零件的尺寸精度。在微小型结构件的微细铣削,要先采用较大直径立铣刀粗加工,以提高刀具的寿命和加工效率;再采用较小直径铣刀精加工,选择较高切削速度,以减小工件变形,确保加工精度。
(3)刀具的集中使用。小型车铣加工中心上加工微小型结构件,要遵循刀具集中应用的要求,使用尽量少的刀具,尽可能减少换刀和刀具调整次数,提高刀具的利用率及切削加工的自动化程度。
(4)合理确定加工方式的先后顺序。加工的先后顺序对加工结果有重要影响,所以要合理安排。如:小型异形轴的特点是轴的回转面上有平面特征,要先完成回转表面的加工,再进行平面的加工,工艺适合采用先车削后铣削的过程。而对直径较小或平面较大的异形轴,它的刚性较差,为减小铣削导致的加工变形,要采取先加工平面后再加工回转面的工艺顺序,先铣削、后车削。车削时主轴转速要低,减小断续切削导致的冲击。
(5)按零件类型确定走刀路线。微细轴类零件进行微细车削通常不采用顶尖进行装夹,如必须采用顶尖,也可能因微细轴的刚性较弱,造成将工件顶弯。不使用顶尖进行微细车削,要在工件的刚性最差的部位产生让刀,使最先吃刀的部位切削量不够,导致翘尾。为确保工艺稳定性,减少工件的径向让刀量,要采用逆向进给的方式进行车削,刀具要从床头向尾座的方向进给,使工件承受拉力作用。
(6)保证关键工序的加工精度微细切削的关键工序决定零件的最终加工精度和零件合格率。微细钻削是微细孔的最终加工工序,在加工时如果略有不慎,就可能因微细钻头刚度、强度较低,而在切削或振动的作用下可能出现弯曲或折断,如无法取出可能造成整个工件报废。所以,要预先以工艺试验确定关键工序应用的工艺参数,确保关键工序的工艺能力裕度,确保关键工序的加工精度。